
Innhold
- Språket for maskinteknikk
- Grunnleggende Die Design og Build Terminologi
- Stempling Trykk
- Trykk på Stroke
- Die Size
- Støpegods
- Die Detail
- Fresing og maskinering
- Kjernedesign
- Tom tegning
- Trim Die
- Trimstål
- Pierce utstyr
- Die Cam
- Spørsmål og svar
Jason Marovich var ansatt som tegner og CAD-operatør fra 1990 - 2005 innen bilteknikk.

Språket for maskinteknikk
Det er et slags pseudospråk som er utviklet i metallstempelindustrien. For lekmannen har det ikke blitt opplyst om hvordan metallplater er laget, og å lytte til noen snakke om det kan være som å lytte til noen som snakker et fremmedspråk.
Denne veiledningen ble skrevet for å hjelpe de som vil vite hva ingeniører og fabrikkarbeidere snakker om når de diskuterer stansing av metallplater og maskiner som utfører prosessene med stempling, forming, trimming, flensing, piercing og restriksjon av metall.
Die engineering er et av de håndverkene som det tar år å forstå fullt ut. I det minste en rå kunnskap om metallurgi, trykksystemer, stålbearbeiding og jernstøping er alle verktøy som designere og byggere har.
Datateknologi har gitt lekmannen en måte å se tredimensjonale modeller av stemplingpresser og dør. Disse programmene for virtuell design er avgjørende for å la andre følge en terning gjennom de forskjellige fasene av design og bygging. Men hvis du ikke aner hvilke komponenter du ser på eller hvilket formål de tjener, vil du ha problemer med å følge noens forklaringer på maskinen, ganske enkelt fordi så mange av navnene og ordene som brukes i maskinteknikk ikke er kjent for person som ikke har hatt langvarig eksponering for metallstempelindustrien.
For en enda mer grunnleggende introduksjon til stansing av metallplater i bilindustrien, vennligst les "Stempling Dies: En grunnleggende forklaring på Metal Stamping Dies. "Denne guiden er utformet for å hjelpe folk til å forstå de mest grunnleggende konseptene for hvordan en bildel laget av metallplater går fra konsept til produksjon og fungerer som en pedagogisk innføring i denne artikkelen.
Grunnleggende Die Design og Build Terminologi
Følgende vilkår er i rekkefølge etter nytte; de blir beordret til å hjelpe noen som ikke er kjent med mekaniske dysetyper og deres anvendelse som verktøy for å lage stemplede metalldeler.
Stempling Trykk
Dette er maskinen som et ferdig matrisesett festes til. Bunnen av et trykk, eller basen, er stille. Den øvre stammen beveger seg opp og ned og gir trykket som kreves for å danne eller holde metallplassen på den nedre halvdelen av matrisen, som er montert på den stasjonære basen. Det øvre formelementet er montert på stemplet, og beveger seg dermed opp og ned med det.
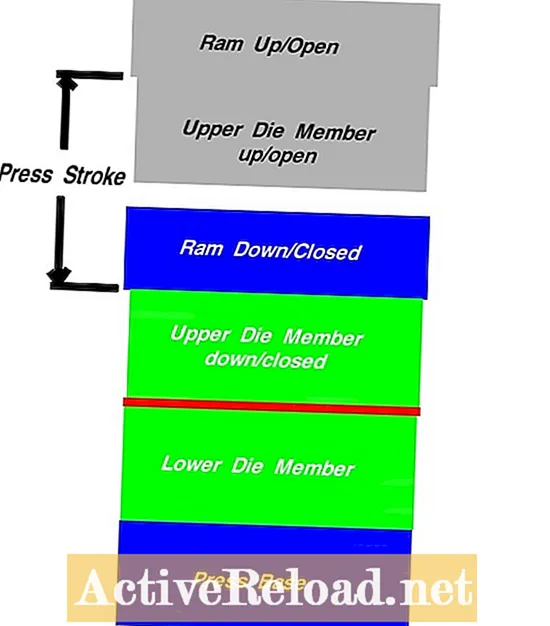
Trykk på Stroke
Pressens stempel fortsetter nedover til det øvre formelementet er lukket på det nedre formelementet. Væggen kommer deretter opp igjen, åpner matrisen og lar den ferdige delen fjernes. Et nytt emne blir deretter plassert i matrisen. Hver opp- og ned-syklus oppnås med de samme spesifikasjonene, avhengig av typen trykk. Avstanden rammen kjører opp eller ned er presset.
Større presser har vanligvis større trykkstrekningsavstand. En annen viktig faktor for presseslag er slag i minuttet. Ulike presser har forskjellige hastighetsvariasjoner, og to faktorer, presseslagavstand og presseslag per minutt, vurderes nøye før ingeniørene begynner å jobbe med matriser som skal monteres på pressevognen og rammen.
Die Size
Disse dimensjonene refererer vanligvis til de øvre og nedre platene - resten av dysens komponenter er montert på. Dette er enten dysesett laget av stål eller støpejernssko. Jern er billigere enn stål, så hvis det kreves en stor form, vil den mer enn sannsynlig være laget av jern. Mindre dysesett er laget av stål og selges ofte som komplette dysesett med føringspinner og monteringshull eller hull. Dimensjonene til en dyse inkluderer total (o.a.) matrisestørrelse og matrisestørrelse. Hvis en øvre jernsko er 50 mm tykk og 1200 mm lang og 800 mm lang, vil dimensjonene se slik ut: 50 x 1200 x 800. Støpte matriser kan enkelt utformes i alle størrelser, mens stålformsett selges i forskjellige størrelser. riktig man kan noen ganger være en utfordring.
Støpegods
Når det er tatt en beslutning om å utforme en dyse av jern, kalles delene av matrisen støpegods. Dette inkluderer ikke standardartikler som stanseslag eller sikkerhetsblokker, som vanligvis er laget av stål. Støpejern av jern er uferdig metall som kan bearbeides på forskjellige steder der det er behov for en ren overflate (dvs. en monteringsflate).
Utforming av støpegods krever at ingeniøren tar hensyn til vekt, veggstyrke, kjernestørrelse og kostnad. Når en casting design er godkjent, blir den trukket, eller skilt, fra den generelle designen og gitt sin egen datafil. Denne filen sendes til et støperi hvor jern helles i henhold til de nøyaktige spesifikasjonene de har fått av designkilden. Når jernet avkjøles, er en grovkastning av det tredimensjonale designet klar for videre arbeid av maskinister.
Die Detail
Dette er vanligvis støpegods hentet fra den generelle utformingen, som beskrevet ovenfor. Men de kan inkludere stålkomponenter. Når en tegning eller 3D-modell vil hjelpe byggherrer å bedre se eller forstå et design, kan et byggefirma be om separate lag eller filer som gjør at de kan se på en hvilken som helst større dørkomponent separat. En øvre matrisepute ville for eksempel være støpt og maskinert av materiale (filer, tegninger) som viste den ikke bare som den satt i matrisen, men også separat.
Fresing og maskinering
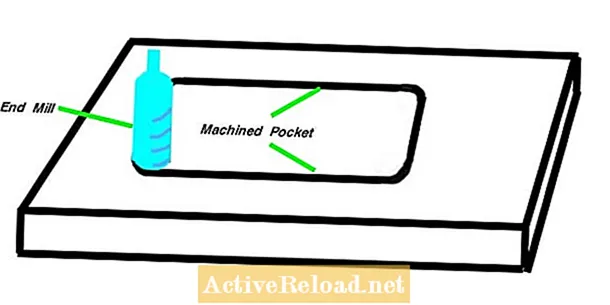
Handlingen med å etterbehandle en overflate kalles maskinering. Det oppnås ofte med en spinnende metallkutter, kalt en mølle. Mills kan brukes til å skjære lommer i jern eller stål, lage ferdige overflater etter stramme spesifikasjoner og følge stier som er programmert i datamaskinen, slik at de kan bearbeide store overflater i flere timer uten å stoppe.
Merk figuren avrundede hjørner av lommen som bearbeides i figuren ovenfor. Med mindre det er utløp - en måte som fresestien kan hindres når den fjernes eller går videre til neste operasjon - blir hjørnene avrundet til samme radius som freseren. Disse verktøyene kan ikke lage firkantede hjørner, men det er ledningsforbrenningsverktøy og andre alternativer for å gjøre det.
Kjernedesign
Dette refererer til praksis som ingeniører bruker for å lette metall. Det vil si at en solid jernblokk kan bli kjernet (lett ved å fjerne noe av jernet), så lenge det ikke kompromitterer jernets styrke inne i dysen. De to fordelene ved å designe en dyse med en intelligent kjerneplan (mange ganger i henhold til kjernestandarder levert av enheten som ba om delen) er jernkostnadseffektivitet og følsomhet ved døvekt.
Tom tegning
Dette er operasjonen utført av trekkformer. Disse dørene er normalt den første eller andre døden i enhver form. Et uformet metallplate er lagt i formen og dannet i henhold til spesifikasjonene gitt i deldatafilen. Tegnformer bruker trykk for å danne metall. En flytende nedre pute, drevet av et trykksystem under den, er en integrert del av en hvilken som helst trekkform.Denne puten kan brukes til å danne metallet mot den øvre stansen, eller den kan brukes som en 'ring' for å gripe metallet når stansen kommer ned og danner den.
Trim Die
Denne typen dyse er designet med fokus på å trimme uønsket metall av en del. Trimformer kan implementeres for å trimme ut store hull, som vindusåpninger. Trimming til en ferdig trimlinje oppnås noen ganger med mer enn en trimform i oppstillingen. Designere vil gjøre sitt beste for å få gjort alle større trimmingsoperasjoner i en dør, men noen ganger er det bare ikke mulig.
Det er tre grunnleggende trimtyper:
- Grov trimming: Kutting av materiale for å oppnå effektivitet eller tilgang i neste operasjon, den siste trimmen.
- Siste trimming: Dette er operasjonen der delen blir trimmet til sin endelige form.
- Innvendig trimming: Normalt mer involvert og krever en planleggingsplan for trimstål, dette er handlingen med å trimme ut åpninger som er plassert inne i den endelige trimlinjen.
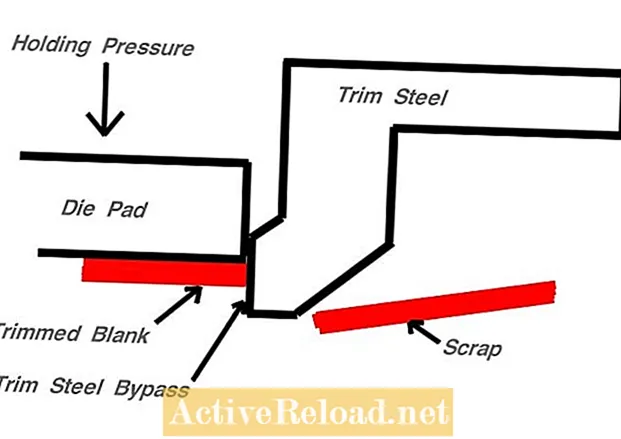
Trimstål
Disse håndterbare stålkomponentene har en monteringsflate og et trimblad. Bladene montert på en øvre dyse eller kam fungerer som toppen av et saks. Når de bringes ned på metallet, møter de et nedre stål som fungerer som underkjeven på et saks. Stålene føres litt inn i metallet, nok til å omgå metalltykkelsen. Platen som faller bort fra trimlinjen etter trimming kalles skrap.
Pierce utstyr
Når mindre åpninger, som runde eller firkantede hull, er påkrevd i et panel, benyttes en dysehull (montert i en dyseholder, som igjen er montert på en lukkende overflate). Disse herdede stålstemplene kan slipes slik at en enkelt slag kan overleve hele stemplingprosedyren, noen ganger titusenvis av slag. Pierce-utstyr refererer vanligvis til den mannlige stansen, den kvinnelige dyse-knappen og monteringsholderne.
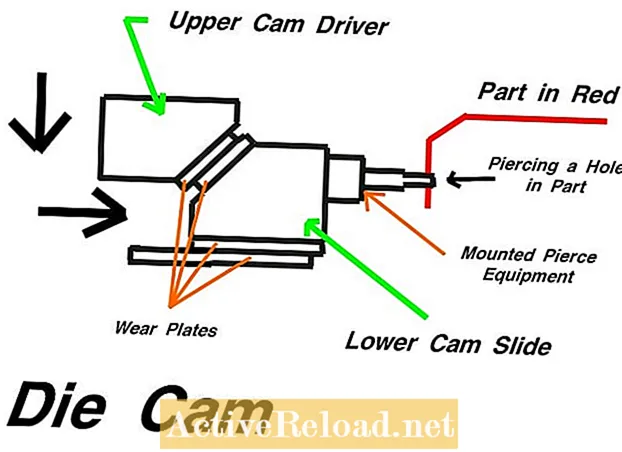
Die Cam
Dette er en mekanisk enhet (se diagram nedenfor) som gjør det mulig å utføre en døoperasjon på en annen måte enn rett opp og ned. En vinkeloverflate kan bearbeides på en dyseoverflate for å få plass til en kamsklie, den halvparten av kammen som faktisk kan bevege seg på en mer horisontal måte. Kamførerdirens vinkeloverflate lukkes på kamsklieens vinkelflate, noe som får den nedre halvdelen til å gli i en gitt retning. En stans, for eksempel montert på forsiden av kamsklie, kan presses fremover av kamdriveren slik at den stanser et hull horisontalt i metallplate.
Åpenbart, ettersom de som har interesse av die-design, lærer mer avanserte die-prosesser, vil de bli utsatt for mer og mer ny terminologi. Fordi delproduksjon krever at så mange mennesker i forskjellige håndverk involverer seg, er det en mulighet for de mer ambisiøse å lære ikke bare ordforrådet innen sitt eget felt, men også i hver av de komplementære prosessene.
En godt avrundet produksjonsingeniør vil forstå reisen en metallplate tar for å komme til det ferdige produktet. Maskineriet som er bygget for å produsere disse delene, går gjennom en like verdifull prosess for ingeniøren som ønsker å snakke om deleproduksjon på alle nivåer.
Denne artikkelen er nøyaktig og sann etter best forfatterens viten. Innholdet er kun for informasjons- eller underholdningsformål og erstatter ikke personlig rådgivning eller profesjonell rådgivning i forretningsmessige, økonomiske, juridiske eller tekniske forhold.
Spørsmål og svar
Spørsmål: Hva er en "Jalicoal" keeper? Jeg aner ikke hvordan jeg skal stave det. Jollicko?
Svar: Selskapets navn er Jolico. Du kan finne og bestille deres keeperblokker i standardboken.

